





Сколько створок может вклеить цех за смену?
Ручное вклеивание больших объемов
Окна и двери с изолированным стеклом (стеклопакетами) стали такой же нормой современной жизни, как мобильные телефоны, пластиковые карты или спутниковые навигаторы. Также прочно вошло в оконную индустрию и понятие вклеенного стеклопакета в створку изделия. Но сегодня в данном материале мы хотели бы посмотреть на него не столько утилитарным взглядом покупателя с точки зрения удобства, красоты или долговечности, а — орлиным взором производственника, которого интересуют объемы выпуска.
Наша задача, которую часто озвучивают перед нами, как новаторами технологии вклеивания, производители пластиковых окон — оценить возможности производства по номинальному количеству вклеенных конструкций за рабочую смену.




Сделаем это по-быстрому или по-нужному?
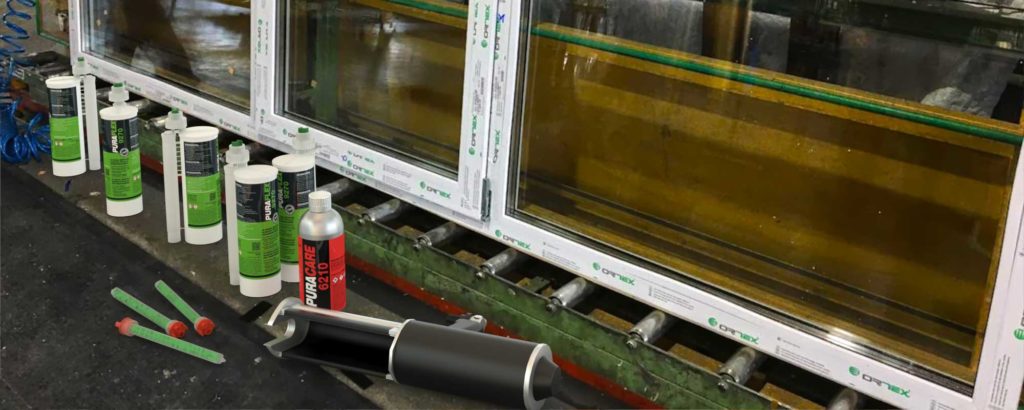
Эту непростую тему следует разделить на 2 блока. Первый блок относится непосредственно к процессу нанесения монтажником на стенде 2К индустриального клея PURAFLEX® 9270 из пневматического пистолета через смеситель в определенную позицию на вертикально стоящей створке (в наплав или в фальц). Максимальное количество погонных метров профиля створки, на которое, как правило, наносится клей, составляет 6,0-6,5 метров по всему периметру. При всех отлаженных параметрах — достаточном давлении воздуха, умелых уверенных навыках монтажника по нанесению клеевого жгута и исправном пистолете – нанесение клея займет от 1-й до 2-х минут максимально — по данному или меньшему погонажу. В целом, это действительно малое время для такой важной операции. Но как говорится, дьявол кроется в деталях.
Все эти детали относятся ко второму блоку. И его также можно разделить на 2 части = это – 1. Внимательная подготовка к вклеиванию расходных материалов и непосредственно компонентов вклеиваемых изделий и 2. Завершение этапа вклейки финишной установкой штапиков, измерением геометрии створки и складированием вклеенных изделий.
Предварительная подготовка расходников и непосредственно вклеиваемых элементов (створок и стеклопакетов, а также подкладок и клиньев к ним) играет колоссальную роль, особенно когда предстоит единовременная вклейка большого количества изделий, и начальник производства планирует сделать ее максимально эффективной по времени.


Маленькие детали для большого объема?
Что же необходимо рассчитать, подготовить и разместить заранее, прежде чем приступать к комплексу вклеивания большого числа окон и дверей? Необходимо продумать, какое количество смесителей понадобится для длительной вклейки в рабочую смену из учета, что если перерывы между непосредственно вклеиваниями будут более 10 минут, то смеситель уже нужно менять. Из нашего опыта производители практикуют чаще всего или один смеситель на изделие, или один смеситель на картридж 2К клея PURAFLEX® 9270. Лучшим вариантом опять же из собственной практики вклейки сразу большого количества окон на профиле VEKA был расход 1-го смесителя одновременно на 5-6 больших одинаковых конструкций, которые были предварительно подготовлены и клей наносился сразу на все одна за другой.
Лучше заранее надрезать все смесители V-образным резом при вклеивании в наплав, чтобы не стопорить работу монтажника при смене смесителей, в которых перекрыто открытое время в 10 минут, а клей мог застыть, и соответственно будет нарушена пропорция смешения компонентов. Обязательно нужно подготовить заранее рулон с тканью или нарезать ткань кусками нужного размера и в необходимом количестве, чтобы бесперебойно их смачивать очистителем-праймером PURACARE® 6204 и протирать створку из ПВХ, а также и стеклопакет на правильной позиции, где будет клей.
Допустимо и желательно, чтобы ускорить работу, нанесение праймера PURACARE® 6204 на створку и стеклопакет сразу на партию изделий из 4-5-6 шт., но непосредственно перед вклеиванием, чтобы производственная пыль не успела осесть на места обработки. Категорически запрещается протирать одним и тем же куском ткани, который уже загрязнился, последующие изделия. Алюминиевую флягу с праймером лучше держать на расстоянии и всегда с закупоренной крышкой, чтобы случайно не задеть ее при вклейке и не разлить.
Необходимо также заранее нарезать и положить в удобном месте небольшие картонки в необходимом количестве для пробного выдавливания клея из новых 2К картриджей до того, как подсоединяется смеситель. Проверить давление воздуха в шланге и ход плунжеров пистолета, если необходимо, смазать их для лучшей работы. Для функциональной доступности 2К пневмо-пистолета PURATOOL® 4270, непосредственно 2К клея и всех подготовленных расходных материалов для вклейки рекомендуем использовать небольшую колесную тележку с высоким столом и бортами, чтобы они не падали на пол.
Главные условия для быстроты вклеивания
Все подготовительные работы, перечисленные выше, это те вещи, которые можно настроить достаточно легко. Гораздо сложнее на практике обстоит дело с правильным порядком и отлаженной работой этапов вклеивания. Здесь важно продумать и внедрить необходимый такт и последовательность друг за другом следующих действий. Одному монтажнику будет сложно справиться с учетом больших форматов и веса стеклопакетов. И конечно же, большое значение для быстроты операции вклеивания объема изделий имеет достаток места рядом со стендом остекления для временного расположения стеклопакетов непосредственно перед вклеиванием.
Таким образом, вклеивание большого объема изделий в одну смену может быть реализовано при осмысленной разбивке на партии в 5-6 конструкций для единовременного повтора одних и тех же последовательных операций на всех их них. Это — размещение партии на стенде, закладка подкладок внизу для подъема створки между створками и коробками (с поворотом ручки), проход праймером PURACARE® 6204 всех створок, проход праймером стеклопакетов, нанесение 2К клея PURAFLEX® 9270 из пистолета по периметру створок, размещение на всех створках необходимых клиньев и вкладышей, закладка в створки стеклопакетов, позиционирование пакетов в створке, забивка штапиков, проверка геометрии.
В этой цепи важен понятный порядок действий группы из 3-х работников. Чтобы скорость вклейки была максимальной, потребуется разделение труда. Непосредственно наносить праймер, вклеивать пистолетом может один человек, а вот вставлять подкладки в серию (в момент, когда клей уже нанесен на первую створку), нести и закладывать большие стеклопакеты необходимо двум другим монтажникам. Проверять геометрию створок после забивки штапиком может первый работник, который вклеивал. Два сотрудника, закладывавших пакеты, снимают конструкции со стенда и аккуратно перемещают их в буфер складирования вклеенных изделий. Новые изделия размещаются на стенде, стеклопакеты – рядом.

В сухом остатке, при вклеивании стеклопакета в створку время тратится не столько на саму технологическую операцию вклеивания в узком смысле слова. Большую роль играет подготовка рабочего места, своевременная подача изделий, последовательность действий и контроль качества, на все это уходит 90% времени смены. Только так можно обеспечить желаемый эффект стойкости вклеенной конструкции и быстроту производства. При таком продуманном подходе за одну смену вполне по силам вклеить ручным пневмо-пистолетом от 70 до 80 изделий. Соответственно, возможно увеличение в 2 раза за счет второго пистолета и второго стенда.
Обращаем внимание, что наши специалисты охотно помогут наладить отличную производственную площадку по вклеиванию оконных створок. Как производительность, так и качество будут обеспечены на уровне лучших всемирных стандартов. Производимые путем вклеивания окна по характеристикам превзойдут те изделия, которые получены традиционным способом и армированы только металлическими усилителями, даже если высота проема очень велика!
Рады проконсультировать и предоставить дополнительную профессиональную информацию.
Рекомендуем всегда соблюдать рекомендации Технических паспортов профессиональных клеев PURAFLEX.
Данный материал является интеллектуальной собственность компании ООО «СДМ-ХИМИЯ».
Любое использование Материалов допускается только c указанием источника информации
Автор: Паршин Игорь Николаевич





